Galvo Laser Welding Machine




- Laser wavelength 1064nm
- Max. pulse energy 30J (QCW mode)
- Scanning speed ≤7000mm/s
- Repeatability accuracy ±0.02mm
The galvo laser welding machine offers outstanding features:
- Ultra-high speed scanning: The galvo scanner achieves a dynamic response speed of up to 7000mm/s. Coupled with a 1064-1080nm high-energy-density fiber laser, welding efficiency is boosted by over 8 times compared to traditional equipment, with a single-day production capacity exceeding 3000 pieces.
- Precision processing capability: The spot diameter is adjustable from 0.1-2.0mm, with a repetitive positioning accuracy of ±0.02mm. It supports seamless welding of dissimilar metals (copper-aluminum, titanium-molybdenum) and ultra-thin materials down to 0.1mm, achieving weld strengths of over 95% of the base material.
- Intelligent integration: Standardly equipped with a CCD vision positioning system and dynamic focusing system, it is perfectly suited for automated production lines, ensuring a yield rate of ≥99.5%.
- Same metals: Stainless steel, carbon steel, aluminum alloy, titanium alloy, nickel-based alloy, brass.
- Dissimilar metals: Copper-nickel, copper-titanium, steel-aluminum, titanium-molybdenum, brass-copper.
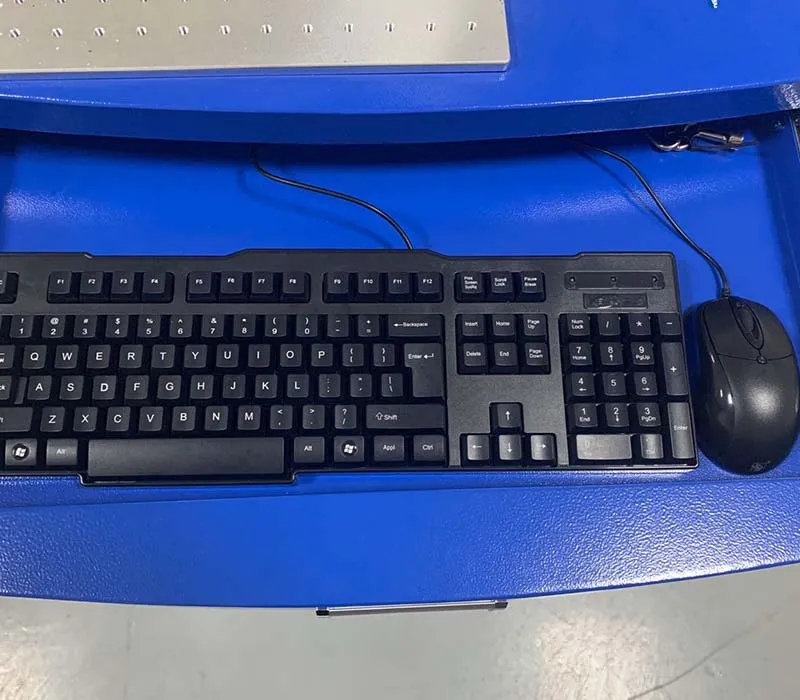
- 3C electronics: Mobile phone shielding covers, sensors, battery tabs.
- New energy: Lithium battery caps, busbars, power battery modules.
- Medical devices: Endoscopes, stainless steel catheters, precision instruments.


| Laser type | fiber laser |
| Operating mode | QCW (quasi-continuous wave) |
| Laser wavelength | 1064nm |
| Laser power | 750W, 1500W (customizable) |
| Max. pulse energy | 30J (QCW mode) |
| Scanning speed | ≤7000mm/s |
| Welding thickness | 0.1-2mm (stainless steel/aluminum alloy) |
| Repeatability accuracy | ±0.02mm |
| Cooling method | air cooling (low power), water cooling (high power) |

Fiber laser source
We provide renowned domestic and international brand laser sources for our equipment, such as Raycus, JPT, MAX, SUPER, and IPG; these feature high pump conversion efficiency, low power consumption, and excellent beam quality.

Control cabinet for galvo welding
Designed as a dedicated desktop workstation, the cabinet integrates the laser source, galvo scanning system, and control module into one unit. The total machine footprint is typically less than 1.5m², making it suitable for workshops, laboratories, and other space-constrained environments.

High-speed scanning galvo
Utilizes servo motor drive with a step response time of ≤0.7ms and a scanning speed of up to 7000mm/s, increasing single-day production capacity to over 3000 pieces. It supports multi-mode oscillation (e.g., sine, spiral, figure-8) with adjustable oscillation frequency up to 2500Hz, adapting to dissimilar metal welding and precision spot welding requirements.
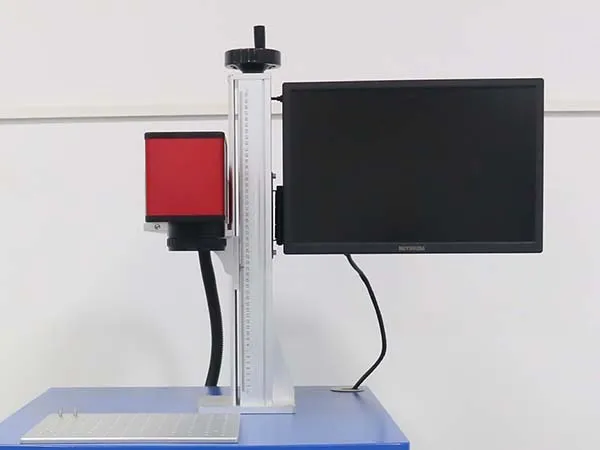
Industrial PC
Pre-installed with dedicated control software for galvo welding, it supports DXF file import, offline path planning, and multi-file combination processing, improving programming efficiency by 50%.
- CCD Coaxial Monitoring
- X/Y/Z Electric Axes
- Rotary Table
- Fiber laser
- Control cabinet for galvo welding
- High-speed scanning galvo
- Industrial PC
- Safety goggles
- Tool set
- Equipment warranty certificate
- Shipping accessories list
- Product catalog